|
4.4 -
|
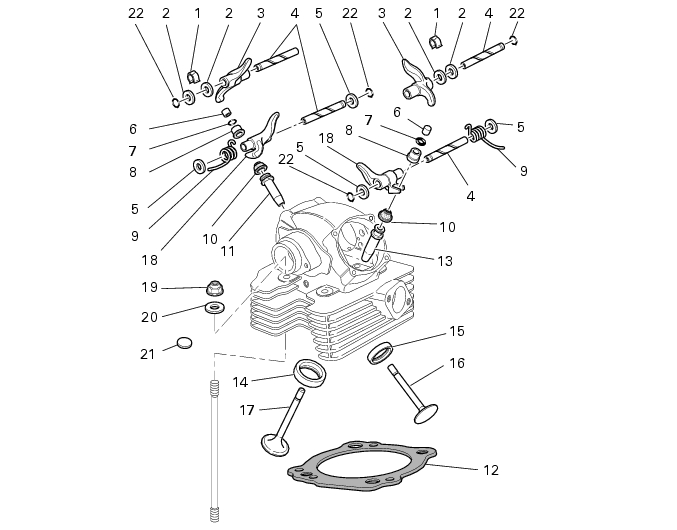
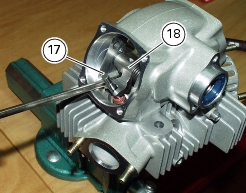
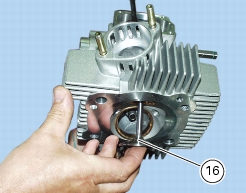
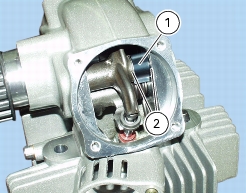
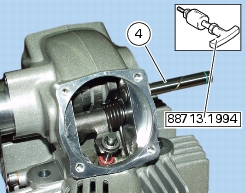
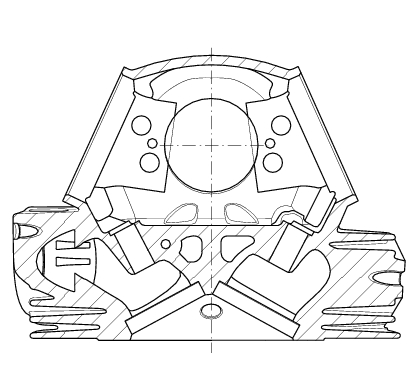
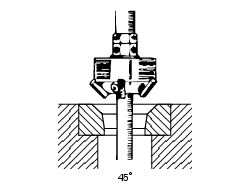
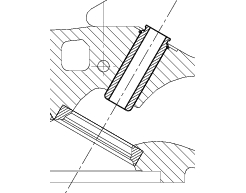
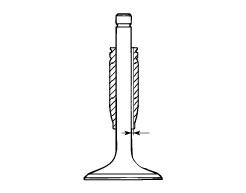
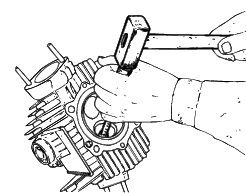
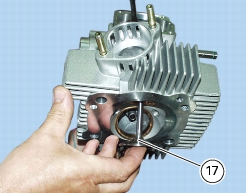
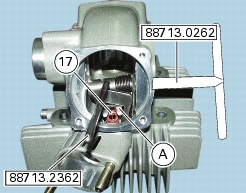
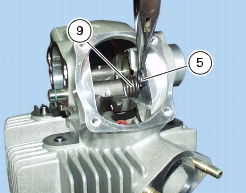
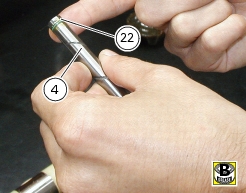
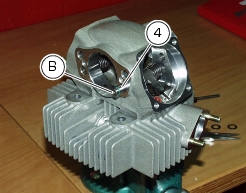
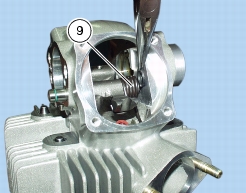
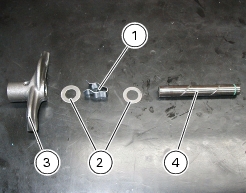
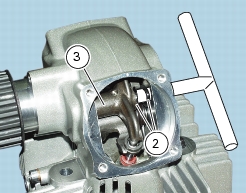
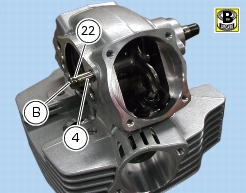
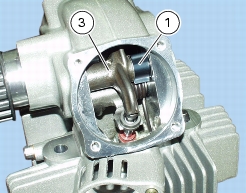
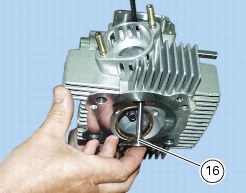
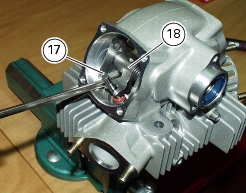
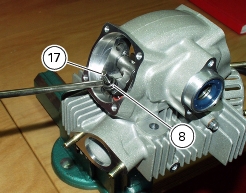
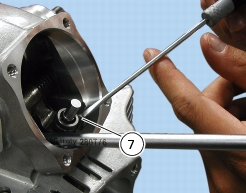
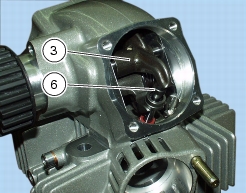
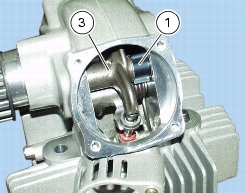
Ensemble culasses : soupapes - culbuteurs
|
|
1
|
|
9
|
|
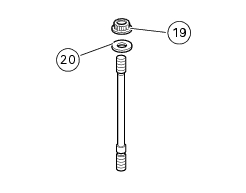
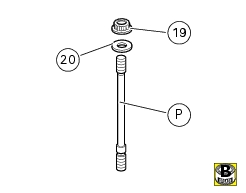
19
|
|
20
|
|
21
|
|
Débrancher les tuyaux d'échappement des culasses
|
|
|
Débrancher la sonde de température d'huile de la culasse horizontale
|
|
|
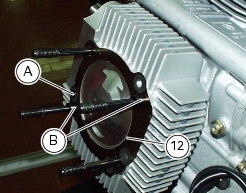
Déposer les carters latéraux de distribution et les courroies
|







|
Reposer les carters latéraux de distribution et les courroies de distribution
|
|
|
Brancher la sonde de température d'huile sur la culasse horizontale
|
|
|
Rebrancher les tuyaux d'échappement sur les culasses
|